欢迎来到开云彩票·(中国)官方网站-ios/安卓版/手机APP下载!专业生产:高频加热机,模块中频,高频炉,高频感应加热设备等,提供技术参数、工作原理、打样报价等服务。电话:13526576560微信、QQ同号

的主要失效模式包括但不限于开路、短路、烧毁、爆炸、漏电、功能失效、电参数漂移、非稳定失效等。对于来讲失效是个非常麻烦的事情,比如某个
所以掌握各类电子元器件的实效机理与特性是硬件工程师比不可少的知识。下面分类细叙一下各类电子元器件的失效模式与机理。
薄膜电阻器的导电膜层一般用汽相淀积方法获得,在一定程度上存在无定型结构。按热力学观点,无定型结构均有结晶化趋势。在工作条件或环境条件下,导电膜层中的无定型结构均以一定的速度趋向结晶化,也即导电材料内部结构趋于致密化,能常会引起电阻值的下降。结晶化速度随温度升高而加快。
电阻线或电阻膜在制备过程中都会承受机械应力,使其内部结构发生畸变,线径愈小或膜层愈薄,应力影响愈显著。一般可采用热处理方法消除内应力,残余内应力则可能在长时间使用过程中逐步消除,电阻器的阻值则可能因此发生变化。
结晶化过程和内应力清除过程均随时间推移而减缓,但不可能在电阻器使用期间终止。可以认为在电阻器工作期内这两个过程以近似恒定的速度进行。与它们有关的阻值变化约占原阻值的千分之几。
电负荷高温老化:任何情况,电负荷均会加速电阻器老化进程,并且电负荷对加速电阻器老化的作用比升高温度的加速老化后果更显著,原因是电阻体与引线帽接触部分的温升超过了电阻体的平均温升。通常温度每升高10℃,寿命缩短一半。如果过负荷使电阻器温升超过额定负荷时温升50℃,则电阻器的寿命仅为正常情况下寿命的1/32。可通过不到四个月的加速寿命试验,即可考核电阻器在10年期间的工作稳定性。
直流负荷—电解作用:直流负荷作用下,电解作用导致电阻器老化。电解发生在刻槽电阻器槽内,电阻基体所含的碱金属离子在槽间电场中位移,产生离子电流。湿气存在时,电解过程更为剧烈。如果电阻膜是碳膜金属膜,则主要是电解氧化;如果电阻膜是金属氧化膜,则主要是电解还原。对于高阻薄膜电阻器,电解作用的后果可使阻值增大,沿槽螺旋的一侧可能出现薄膜破坏现象。在潮热环境下进行直流负荷试验,可全面考核电阻器基体材料与膜层的抗氧化或抗还原性能,以及保护层的防潮性能。
有一批现场仪表在某化工厂使用一年后,仪表纷纷出现故障。经分析发现仪表中使用的厚膜贴片电阻阻值变大了,甚至变成开路了。把失效的电阻放到显微镜下观察,可以发现电阻电极边缘出现了黑色结晶物质,进一步分析成分发现,黑色物质是硫化银晶体。原来电阻被来自空气中的硫给腐蚀了。
膜式电阻器的电阻膜在晶粒边界上,或导电颗粒和黏结剂部分,总可能吸附非常少量的气体,它们构成了晶粒之间的中间层,阻碍了导电颗粒之间的接触,从而明显影响阻值。
合成膜电阻器是在常压下制成,在真空或低气压工作时,将解吸部分附气体,改善了导电颗粒之间的接触,使阻值下降。同样,在真空中制成的热分解碳膜电阻器直接在正常环境条件下工作时,将因气压升高而吸附部分气体,使阻值增大。如果将未刻的半成品预置在常压下适当时间,则会提高电阻器成品的阻值稳定性。
温度和气压是影响气体吸附与解吸的主要环境因素。对于物理吸附,降温可增加平衡吸附量,升温则反之。由于气体吸附与解吸发生在电阻体的表面。所以对膜式电阻器的影响较为显著。阻值变化可达1%~2%。
氧化是长期起作用的因素(与吸附不同),氧化过程是由电阻体表面开始,逐步向内部深入。除了贵金属与合金薄膜电阻外,其他材料的电阻体均会受到空气中氧的影响。氧化的结果是阻值增大。电阻膜层愈薄,氧化影响就更明显。
防止氧化的根本措施是密封(金属、陶瓷、玻璃等无机材料)。采用有机材料(塑料、树脂等)涂覆或灌封,不能完全防止保护层透湿或透气,虽能起到延缓氧化或吸附气体的作用,但也会带来与有机保护层有关的些新的老化因素。
有机保护层形成过程中,放出缩聚作用的挥发物或溶剂蒸气。热处理过程使部分挥发物扩散到电阻体中,引起阻值上升。此过程虽可持续1~2年,但显著影响阻值的时间约为2~8个月,为了保证成品的阻值稳定性,把产品在库房中搁置一段时间再出厂是比较适宜的。
电阻的可靠很大程度上取决于电阻器的机械性能。电阻体、引线帽和引出线等均应具有足够的机械强度,基体缺陷、引线帽损坏或引线断裂均可导致电阻器失效。
通常电解电容器寿命的终了评判依据是电容量下降到额定(初始值)的80%以下。由于早期铝电解电容器的电解液充盈,铝电解电容器的电容量在工作早期缓慢下降。随着负荷过程中工作电解液不断修补倍杂质损伤的阳极氧化膜所致电解液逐渐减少。到使用后期,由于电解液挥发而减少,粘稠度增大的电解液就难于充分接触经腐蚀处理的粗糙的铝箔表面上的氧化膜层,这样就使铝电解电容器的极板有效面积减小,即阳极、阴极铝箔容量减少,引起电容量急剧下降。因此,可以认为铝电解电容器的容量降低是由于电解液挥发造成。而造成电解液的挥发的最主要的原因就是高温环境或发热。
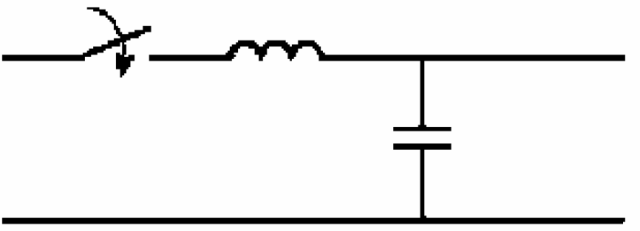
由于应用条件使铝电解电容器发热的原因是铝电解电容器在工作在整流滤波(包括开关电源输出的高频整流滤波)、功率电炉的电源旁路时的纹波(或称脉动)电流流过铝电解电容器,在铝电解电容器的ESR产生损耗并转变成热使其发热。
当铝电解电容器电解液蒸发较多、溶液变稠时,电阻率因粘稠度增大而上升,使工作电解质的等效串联电阻增大,导致电容器损耗明显上升,损耗角增大。例如对于105度工作温度的电解电容器,其最大芯包温度高于125度时,电解液粘稠度骤增,电解液的ESR增加近十倍。.增大的等效串联电阻会产生更大热量,造成电解液的更大挥发。如此循环往复,铝电解电容器容量急剧下降,甚至会造成爆炸。
为了防止铝电解电容器中电解液由于内部高温沸腾的气体或电化学过程而产生的气体而引起内部高气压造成铝电解电容器的爆炸。为了消除铝电解电容器的爆炸,直径8毫米以上的铝电解电容器均设置了压力释放装置,这些压力释放装置在铝电解电容器内部的气压达到尚未使铝电解电容器爆炸的危险压力前动作,泄放出气体。随着铝电解电容器的压力释放装置的动作,铝电解电容器即宣告失效。
铝电解电容器的漏电流就是电化学过程,前面已经详尽论述,不再赘述。电化学过程将产生气体,这些气体的聚积将造成铝电解电容器的内部气压上升,最终达到压力释放装置动作泄压。
铝电解电容器温度过高可能是环境温度过高,如铝电解电容器附近有发热元件或整个电子装置就出在高温环境;
铝电解电容器温度过高的第二个原因是芯包温度过高。铝电解电容器芯包温度过高的根本原因是铝电解电容器流过过高的纹波电流。过高的纹波电流在铝电解电容器的ESR中产生过度的损耗而产生过度的发热使电解液沸腾产生大量气体使铝电解电容器内部压力及急剧升高时压力释放装置动作。
通常铝电解电容器的芯包核心温度每降低10℃,其寿命将增大到原来的一倍。这个核心大致位于电容器的中心,是电容器内部最热的点。可是,当电容器升温接近其最大允许温度时,对于大多数型号电容器在125℃时,其电解液要受到电容器芯包的排挤(driven),导致电容器的ESR增大到原来的10倍。在这种作用下,瞬间超温或过电流可以使ESR永久性的增大,从而造成电容器失效。在高温和大纹波电流的应用中特别要警惕瞬时超温发生的可能,还要额外注意铝电解电容器的冷却。
选择承受瞬时过电压性能好的铝电解电容器,RIFA有的铝电解电容器就给出了瞬时过电压值得参数。
漏电流随温度的升高而增加:25℃时漏电流仅仅是85℃时漏电流的不到十分之一漏电流随施加电压升高而增加:耐压为400V的铝电解电容器在额定电压下的漏电流大约是90%额定电压下的漏电流的5倍。
高温缩短铝电解电容器寿命;高纹波电流缩短铝电解电容器寿命;工作电压过高缩短铝电解电容器寿命。
由于回流焊的温度超过了低频片感材料的居里温度,出现退磁现象。片感退磁后,片感材料的磁导率恢复到最大值,感量上升。一般要求的控制范围是片感耐焊接热后,感量上升幅度小于20%。
耐焊性可能造成的问题是有时小批量手工焊时,电路性能全部合格(此时片感未整体加热,感量上升小)。但大批量贴片时,发现有部分电路性能下降。这可能是由于过回流焊后,片感感量会上升,影响了线路的性能。在对片感感量精度要求较严格的地方(如信号接收发射电路),应加大对片感耐焊性的关注。
检测方法:先测量片感在常温时的感量值,再将片感浸入熔化的焊锡罐里10秒钟左右,取出。待片感彻底冷却后,测量片感新的感量值。感量增大的百分比既为该片感的耐焊性大小
当达到回流焊的温度时,金属银(Ag)会跟金属锡(Sn)反应形成共熔物,因此不能在片感的银端头上直接镀锡。而是在银端头上先镀镍(2um 左右) ,形成隔绝层,然后再镀锡(4-8um )。
将待检测的片感的端头用酒精清洗干净,将片感在熔化的焊锡罐中浸入4秒钟左右,取出。如果片感端头的焊锡覆盖率达到90%以上,则可焊性合格。
1)端头氧化:当片感受高温、潮湿、化学品、氧化性气体(SO2、NO2等)的影响, 或保存时间过长,造成片感端头上的金属Sn氧化成SnO2,片感端头变暗。由于SnO2不和Sn、 Ag、Cu等生成共熔物,导致片感可焊性下降。片感产品保质期:半年。如果片感端头被污染,比如油性物质,溶剂等,也会造成可焊性下降。
2)镀镍层太薄,吃银:如果镀镍时,镍层太薄不能起隔离作用。回流焊时,片感端头上的Sn和自身的Ag首先反应,而影响了片感端头上的Sn和焊盘上的焊膏共熔,造成吃银现象,片感的可焊性下降。
判断方法:将片感浸入熔化的焊锡罐中几秒钟,取出。如发现端头出现坑洼情况,甚至出现瓷体外露,则可判断是出现吃银现象的。
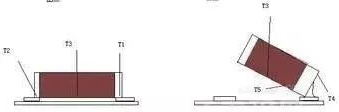
如果片感在制作过程中产生了较大的内部应力,且未采取措施消除应力,在回流焊过程中,贴好的片感会因为内应力的影响产生立片,俗称立碑效应。
判断片感是否存在较大的内应力,可采取一个较简便的方法:取几百只的片感,放入一般的烤箱或低温炉中,升温至230℃左右,保温,观察炉内情况。如听见噼噼叭叭的响声,甚至有片子跳起来的声音,说明产品有较大的内应力。
当贴片时,由于焊垫的不平或焊膏的滑动,造成片感偏移了θ角。由于焊垫熔融时产生的润湿力,可能形成以上三种情况,其中自行归正为主,但有时会出现拉的更斜,或者单点拉正的情况,片感被拉到一个焊盘上,甚至被拉起来,斜立或直立(立碑现象)。目前带θ角偏移视觉检测的贴片机可减少此类失效的发生。
回流焊机的焊接温度曲线须根据焊料的要求设定,应该尽量保证片感两端的焊料同时熔融,以避免两端产生润湿力的时间不同,导致片感在焊接过程中出现移位。如出现焊接不良,可先确认一下,回流焊机温度是否出现异。

