欢迎来到开云彩票·(中国)官方网站-ios/安卓版/手机APP下载!专业生产:高频加热机,模块中频,高频炉,高频感应加热设备等,提供技术参数、工作原理、打样报价等服务。电话:13526576560微信、QQ同号

Profinet转RS232网关链接高频温控焊台进行配置的实用案例,在实现这一目标之前,我们需要准备以下所需设备:西门子1200PLC一台:用于作为系统的控制核心,处理各种逻辑和控制指令。无锡耐特森Profinet转RS232自由协议网关一台:用于实现Profinet协议与RS232协议之间的转换,使PLC能够与高频温控焊台进行通信。高频温控焊台一台:作为被控设备,接收来自PLC的指令并执行相应的操作。
设置好设备的232总线参数(输出方式,波特率数据位置等),注意:Profinet转RS232网关波特率最高为115200,如需更高波特率请联系定制。

设置Profinet转RS232网关的IP地址及设备名称(此时所需要的相关参数要和PLC一致);


Profinet转RS232网关可设置为主从模式和生产/消费者模式、主从模式需要从站应答方可继续发送指令、生产消费者模式输入与输出互不干扰,物理标准改为232接口模式Profinet转RS232网关分为3个232口需要单独设置;
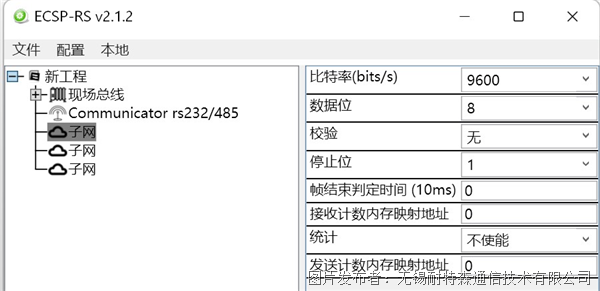
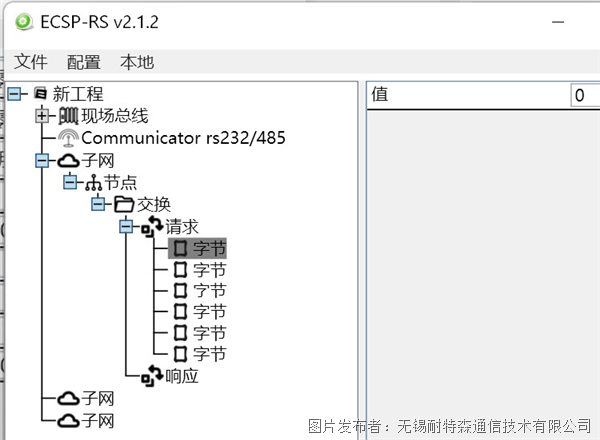
设置Profinet转RS232网关的232参数波特率数据位校验停止位等(与连接设备保持一致),以主从模式为例,添加节点及交换命令;
将命令换成对应的16进制数值换算成十进制数据填写入Profinet转RS232网关自动发送;

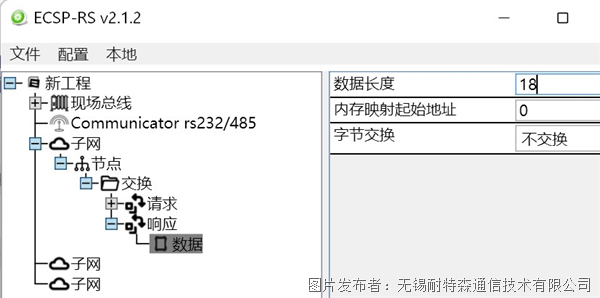
同理将接收设置成对应的数据长度,如果从站没有回复,可以把Profinet转RS232网关换成生产消费者模式只发送即可。
配置好后将工程下载到Profinet转RS232网关即可。通过PLC与高温焊台的通信,客户这边可以方便地进行相关通讯数据的设置。

